路燈桿雙頭快速鉆孔機
當前位置:首頁
>
產(chǎn)品展示
路燈桿快速鉆孔機(熱熔鉆)
路燈桿快速鉆孔機
(自動型,6或8孔一次完成)
型號:FD10 ( MAX.孔直徑 10, 熱熔鉆形式)
1.用途和工藝過程
它適用于燈桿頂部固定孔快速鉆孔過程。
利用熱熔鉆原理,6或8個孔,可以一次完成,完成孔的同時,基于原來的板厚,增加了攻絲的長度(例如路燈桿厚度4mm, 熱熔鉆工藝后,可以形成螺紋段的長度8~10mm)。熱鍍鋅后,再手工完成攻絲工序。
這樣可以免除傳統(tǒng)的,焊接螺母的工藝過程。美觀,節(jié)約工序時間。
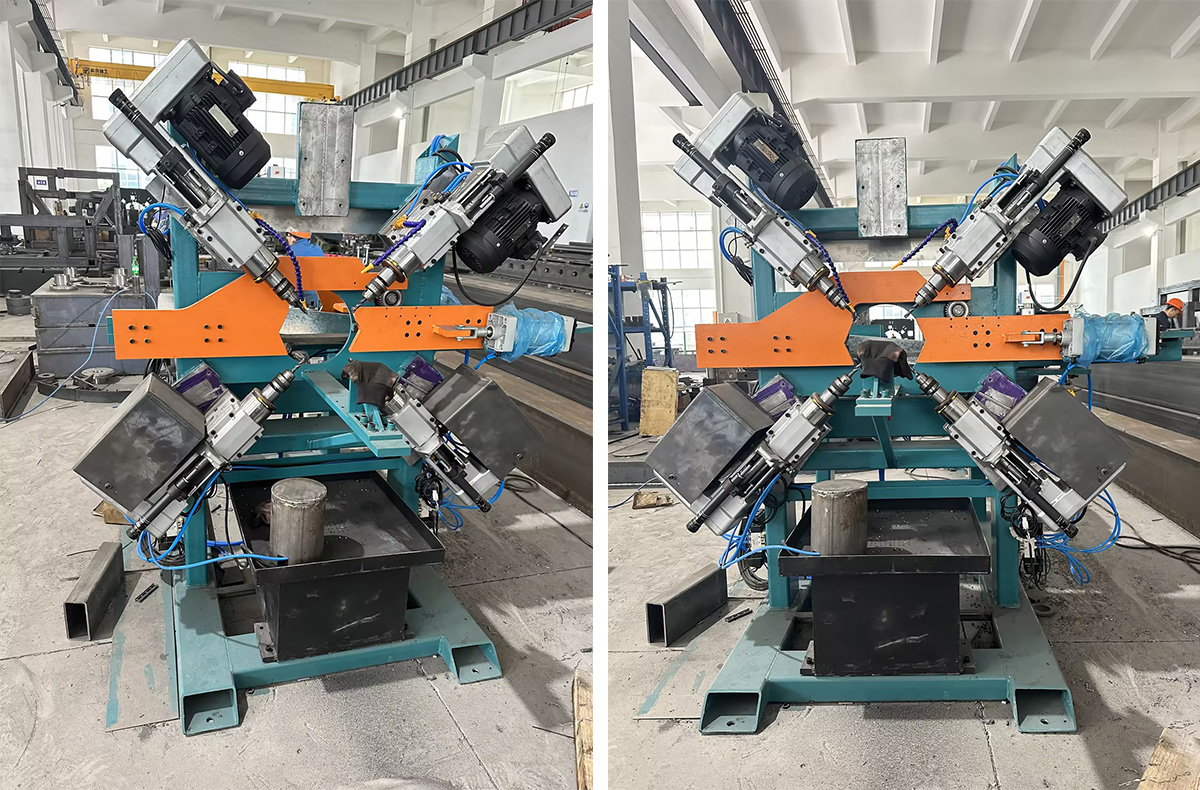
把燈桿置于機器上,機器上的定位塊,控制了第一個孔到頂部的距離。按下啟動按鈕,氣動夾具會先夾住燈桿,然后3 或4個鉆頭將先鉆3或4個孔,鉆孔機架為固定式,后夾緊裝置為活動式樣,自動把燈桿移動到下一個位置進行鉆孔,直到完成,鉆頭將停止并返回原來的位置。
所有這些過程都是自動的。只按一個開始按鈕,所有的步驟將完成。
3 或4個動力裝置,在一個豎直的平面內(nèi),和路燈桿垂直。
機器配有2個安裝位置,可以裝3個均布或者4個均布的動力頭。用于加工6或8個孔,客戶根據(jù)要求自己選擇調(diào)整。
熱熔鉆工藝是一種采用特殊耐磨耐高溫的碳化鎢硬質(zhì)合金制造的工具(所以也稱為鎢鋼熱熔鉆或硬質(zhì)合金熱熔鉆)。
當高速旋轉(zhuǎn)的鉆頭接觸工件表面,并施以向下的軸向壓力時,熱熔鉆頭頭部與金屬摩擦摩擦并產(chǎn)生高溫650°C~750°C,使熱熔鉆頭附近區(qū)域金屬迅速軟化,熱熔鉆擠壓穿透的同時,把軟化的金屬部分拉伸成一個原來厚度三至四倍的金屬批鋒(凸臺),全過程只需2-6秒.
2.主要技術(shù)指標
| 技術(shù)指標 | 技術(shù)參數(shù) |
| 適合管直徑 | 60~100mm |
| 首次鉆的四個孔到頂部距離(可調(diào)) | 50mm, adjustable |
| 首次鉆的4個孔到第二次鉆的4個孔距離(可調(diào)) | 200mm, adjustable |
| 桿子類型 | 八角桿、圓錐桿 |
| 管子厚度 | 2.5~6mm |
| 孔直徑 | 10mm (or according requirements) |
| 鉆孔行程 | 0~30mm |
| 空載轉(zhuǎn)速 | (2500rpm) |
| 電機 | 1800W * 4set |
| 單頭耗氣量 | 3~6 L/stroke |
| 電源 |
380V,50Hz 3 phases, or according customer requirement |
| 總尺寸 | 2000x1632x1660 |
| 重量 | 1100kg |